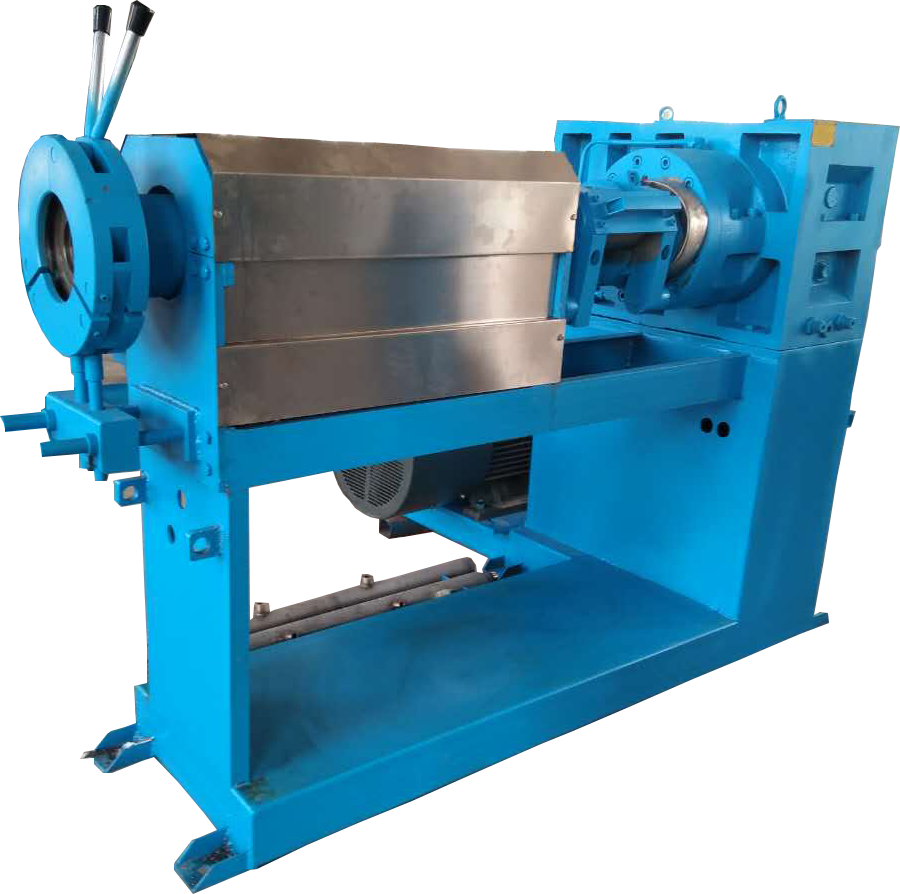
挤出机在生产塑料产品的时候往往会遇到产品挤出不稳定,这是为什么呢?
挤出机在生产产品时,螺杆和螺杆是不间断工作的,所以会有磨损。当产品生产中使用的滑石粉用量过多时,会加速螺杆和螺杆的老化过程。因此,当我们遇到挤出机挤出不稳定时,起先要检查设备的螺杆机筒是否能达到产品的正常生产需要。这属于设备正常磨损老化造成的挤出机生产不稳定,这个问题只能通过替换螺杆机筒来解决。
挤出机的工艺要求和条件:
一、塑化区是加热投入的树脂而形成熔融状态。此区域的加热温度、时间等条件,只要使具有不稳定末端基团的含氟聚合物呈熔融状态,就没有特别限制。在塑化区域的后半部分,选择设置脱挥孔,在常压下或减压下除去至少一部分挥发性成分。则可以降低后述的稳定化区域中挥发性成分的分压,可以地推动稳定化处理。
二、脱挥区域是除去由于不稳定末端基团的分解等产生的高温挥发成分。相应压力根据熔融混炼物的熔融状态、混炼机的螺杆运转条件而不同,通常减压至熔融混炼物不侵入排气喷嘴的程度,可以为0.01~0.1MPa,温度控制在25O~C左右嘲。
三、稳定化处理区是进行熔融混炼并将不稳定末端基团转变成一CF2H。稳定化处理区域选择使用没有推进力的捏合圆盘而形成。在此熔融混炼是在水和氧气存在下进行。可以直接导人水、离子交换水等或者水蒸汽;也可以伴随着待处理的含氟聚合物导人。
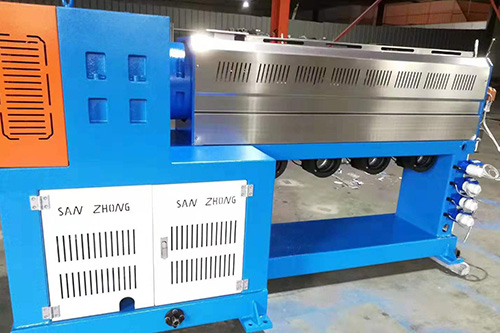
挤出机应用普遍,在实际生产中发挥着重要作用。但是,如果操作不当或挤出机没有定期维护保养,挤出设备的生产就会出现各种问题。微型注射机厂家就来说说挤出机在生产过程中产量不稳定,甚至不吃料的原因。
一、我们要排除的是挤出机的配置是否能达到我们产品的生产。由于塑料材质不同,生产时挤出机螺杆的长径比和螺杆挤出所需的压力不同。我们需要排除这个基本因素。
二、就是看挤出设备生产出来的产品尺寸是否与挤出机的型号相匹配,每种型号的挤出机都有适合自己设备的挤出量。在生产过程中,挤出机的型号大,产品小,这样挤出压力太高,设备吃不到料。
三、就是挤出机的温度设定是否正确。挤出机的温度在生产过程中是一个重要的因素,设定温度时,改成要参考原料和过去所要求的塑化值,进行制作设定。
挤出机应有良好的工作环境,生产车间内的设备应、、防压、防风沙。有两种一般的挤压工艺:热挤压和冷挤压,加热材料,直到有相应的延展性。在冷挤压过程中,挤压机在室温或接近室温下挤压材料。
有些材料比其他材料愈适合热挤压;大多数金属和塑料将被热挤压以方便生产,可以冷挤压一些金属(如铝、钛和锡),冷挤压的优点是强度不错,无氧化,公差小。虽然挤出机需要愈多的维护,但设备上的热挤压往往愈容易。
您还需要在直接挤出机和间接挤出机之间做出选择,直接挤出机愈为常见。通常将其水平放置,然后通过后面的压力机将空白放入机器中。压力机向前推动空白,以便与切割模具接触。这种机器需要很大的力来操作,但它被普遍使用。间接挤出机速度愈快,摩擦愈小,但生产能力有限,如果注意生产速度愈快,间接挤出机可能是不错的选择。
准备在这两种挤出机上花很多钱,建议制定购买预算,记住模具会增加机器的成本,还应仔细考虑机器的存储和操作位置,尽量提前确定电气要求,以确定工作区域能够支持机器的尺寸、电气要求和稳定防预措施。机器的安装也会增加成本,特别是在需要技术人员交付和安装设备时。
水的加入量与不稳定末端基团的数目相同的水分子,但是实际上选择供给过量,例如至少1O倍的量。稳定化区域的压力一般控制在0.2~10MPa,设定温度控制在280~430℃。维持加压的时间通常低于10min。在一些量水和氧气存在下,FEP通过挤出机挤出能地除去FEP不稳定末端基团。简化了FEP不稳定端基的处理工艺流程,节约生产成本。