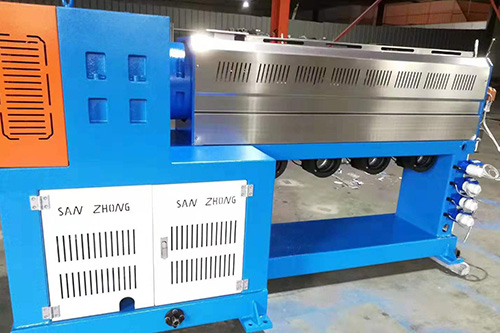
塑料挤出机的机筒加热是为给机筒内的原料塑化提供热量,机筒冷却是为防止原料在受挤压、摩擦塑化时产生过多的热量而使温度升高。供热、冷却的交替使用,使塑料挤出机的机筒热量控制在原料塑化需要的工艺温度范围内,确定塑料挤出机能够正常连续生产。机筒的加热方式:电阻加热、电感应加热、载热体加热。冷却方式有水冷和风冷两种。
塑料挤出机的机筒磨损主要表现在随着使用过程的的磨损,造成机筒内径直径加大,机筒因为内表面硬度不错千螺杆,机筒的损坏要比螺杆来得晚。下面,大家说说塑料挤出机机管维修方法和注意事项。通常情况下机筒均化段磨损较其它位罟快,可将均化段镗孔修整,再配一个渗氛合金钢衬套,内孔直径参照螺杆直径,留在正常配合间隙,进行加工配制。注挤出机螺杆和机筒制造用材料,目前国内制造螺杆和机筒常用材料,有45、40Cr和38CrMoAIA,而进入口出机中螺杆和机筒的制造材料,常用合金钢有34CrAINi7和CrMoV9,其材料的屈服强度有900MPa左右。经渗氨处理后,既又有良好的不易腐蚀性,硬度在1000HV以上。
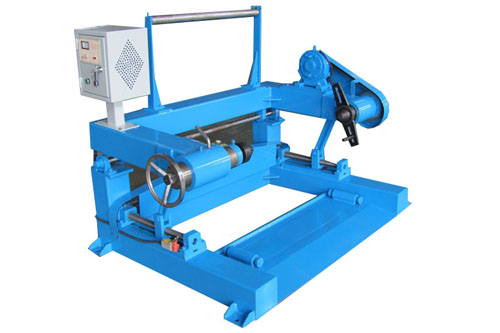
塑料挤出机按螺杆数分为单螺杆、双螺杆和多塑料挤出机。目前,单塑料挤出机普遍应用于一般材料的挤出。单塑料挤出机在塑化造粒机械和成型加工机械中都起着重要的作用。
随着我国经济的发展,对各种塑料管产品的需求不断增加,如自来水管、燃气管、城市建设污水管、农业排灌管、化工管道和工业油管、通讯用电绝缘管等。塑料管挤出机的销量也在增加。那么如何正确选择塑料挤出机呢?
塑料挤出机的型号和规格应根据塑料品种、材料状态和产品尺寸进行选择。选择原则应从挤压质量、生产速率、能耗、机器使用寿命、性、通用性或特别性等方面考虑。目前,国内各塑料机械厂生产的挤出机已形成系列,可生产管材的挤出机螺杆直径在30-200mm之间。如果选择单塑料挤出机进行生产。
塑料挤出机作为塑料成型的重要设备,在塑料加工行业中应用普遍,它通过外部动力传递和外部加热元件的传热进行塑料的输送、压实、熔融、剪切混炼挤出成型,可以用于生产各种塑料制品。那么,塑料挤出机的挤出成型原理是怎样的呢?
塑料挤出机挤出制品都是连续型材,如棒、丝、管、板、电线电缆包覆层、薄膜等。此外,还可用于塑化造粒、塑料混合、着色、掺合等。
塑料挤出机的挤出方式是指在200度左右的高温下熔解塑料,被熔解的塑料再通过模具时能够形成需要的形状。与其他成型方法相比较而言,具速率不错、单位成本还行的优点。
塑料挤出机的温度控制主要从三个方面进行控制喷嘴、模具、料筒。
1、喷嘴温度
喷嘴温度一般是要低于料筒*高温度的,这是为了防止熔料在直通式喷嘴可能发生"流涎现象"。
2、模具温度
模具温度的高低决定于是否有塑料结晶性和制品的尺寸与结构、熔料温度以及注射压力、模塑周期等工艺条件。
3、料筒温度
各种塑料都具有不同的流动温度,同一种塑料,由于来源不同,其流动温度及分解温度是有区别的,这是因为平均分子量和分子量分布不均匀而导致的,塑料在不同类型的注射机内的塑化过程也是不同的,所以,选择料筒温度也是不同的。