塑料挤出机组成:要由主机、挤出机辅机和操控体系组成。
1、揉捏机组的辅佐设备主要包含放线设备、矫直设备、牵引设备、冷却设备、预热设备、张紧设备、外表计数器和火花测试仪。揉捏设备的用处不同,运用的辅佐设备也不同。
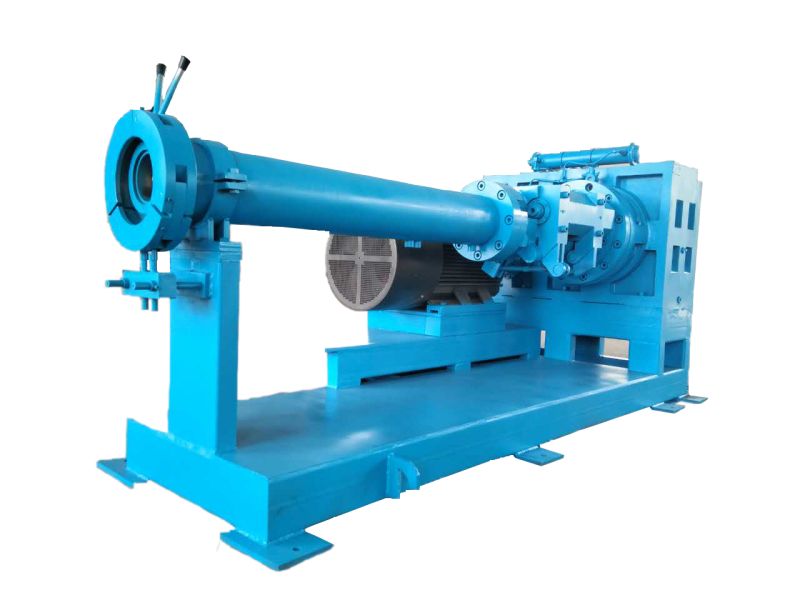
2、挤出机主机由挤出体系、传动体系和加热冷却体系组成。挤出体系包含螺杆、筒体、料斗、机头和模具。塑料经过挤出体系塑化成均匀的熔体,并在该进程中建立的压力下经过螺杆接连挤出;传动体系的功用是驱动螺杆,并在挤出进程中提供螺杆所需的扭矩和速度。一般由电机、减速机和轴承组成;加热和冷却是塑料挤出进程的需要条件。
3、挤出机操控体系包含加热体系、冷却体系和工艺参数丈量体系,主要由电器、外表和执行机构组成。其主要功用是操控和调整主辅机的驱动电机,输出达到工艺要求的速度和功率,使主辅机和谐作业;检测和调整挤出机内塑料的温度、压力和流量;实现对整个机组的操控或自动操控。
塑料挤出机毛病剖析:机头出料不畅或堵搴
1、发生原因:(1)可能有不容易熔化的异物。(2)加热器某段不作业,物料塑化不良。(3)操作温度设定偏低,或塑料的分子量分布宽,不稳定。
2、处理办法:(1)查看加热器,需要时替换。(2)核实各段设定温度,需要时与工艺员协商,提升温度设定值。(3)整理查看挤压体系及机头
塑料挤出机毛病剖析:主电发动电流过高
1、发生原因:(1)某段加热器不作业。(2)加热时刻不足,扭矩大。
2、处理办法:(1)开车时应用手盘车,如不轻松,则延伸加热时刻或查看各段加热器是否正常作业。
塑料挤出机毛病剖析:主电机发出异常声音
1、发生原因:(1)主电机轴承损坏。(2)主电机可控硅整流线路中某一可控碎损坏。
2、处理办法:(1)替换主电机轴承。(2)查看可控硅整流电路,需要时替换可控硅元件。
塑料挤出机的挤塑成型及调整,对温度操控的准确确性、安稳性及可操作性要求越来越高。方方面要求塑料挤出机厂家对其塑料挤出机规划要台理,另外选用细致的温控体系也是有需要的。选用温控体系,能够使温度准确操控在+0.2°C,为良好的挤出成型供给了先决条件。
塑料挤出机在挤出过程中,出料不安稳,物料时断时续是比较常见的问题,之所以挤不出物料,其主要的原因和机筒螺杆的温度操控不正确及熔融物料的流速达不到要求等相关。
1、塑料挤出机的机筒、螺杆的温度操控不正确,温度过高或过低都不可。机筒温度过高,与机筒触摸的物料发生熔融,容易形成物料过热分化,如果螺杆温度过低则会形成物料与机筒打滑而不出料。
2、分流板和过滤网的阻塞使物料运动阻力过大,物料在螺槽中的轴向运动速度下降,也会形成不出料的现象。
针对以上问题,其解决的方法主要是下降机筒温度;减小螺杆冷却水的流量,冷却水的温度进步;定期清理和替换分流板和过滤网。