应按产品的标准类型需要量选择挤出机的类型标准:
1、定期检测电线电路的绝缘效果,时刻留意机器设备警示牌上的警告内容;
2、活动部位及料斗堵塞时,切勿用手或铁棍,而只能用塑料棍去当心处理;
3、塑料颗粒机制止无关人员和机器设备操作员交谈,只准单人实际操作电控面板上的按钮指令;
4、塑料颗粒机接触高温部位时,当心生病,捏合机工作中时,制止工作人员上半身伸入桶内探视或扒料;
5、在工作中如断电应对各电机电路堵截并及时清理完机内存料,物料碳化后影响下次出产制造;
6、塑料颗粒机配电柜未断电前,制止非技术人员打开柜门,制止在塑料切粒机全部静止不动前调节数控刀片;
7、塑料颗粒机机器设备呈现系统故障时,要在主要时间内停止机器设备运作,不可以自行主张。并通知和等待机修人员来排查修理或电话辅导修理;
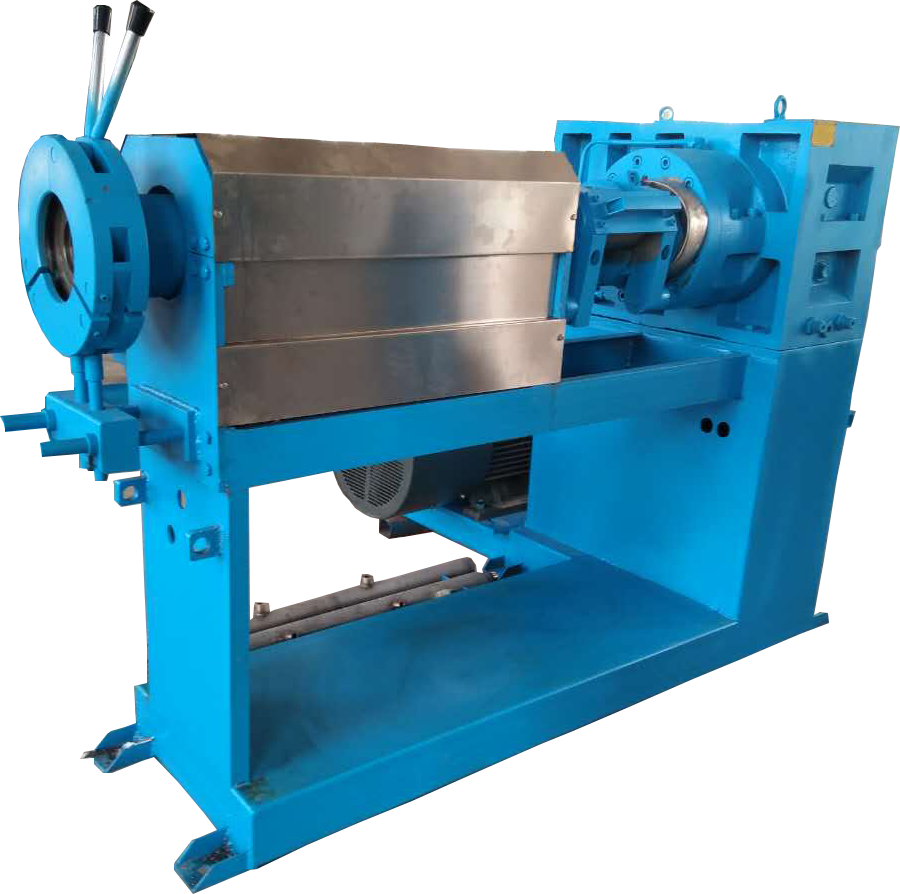
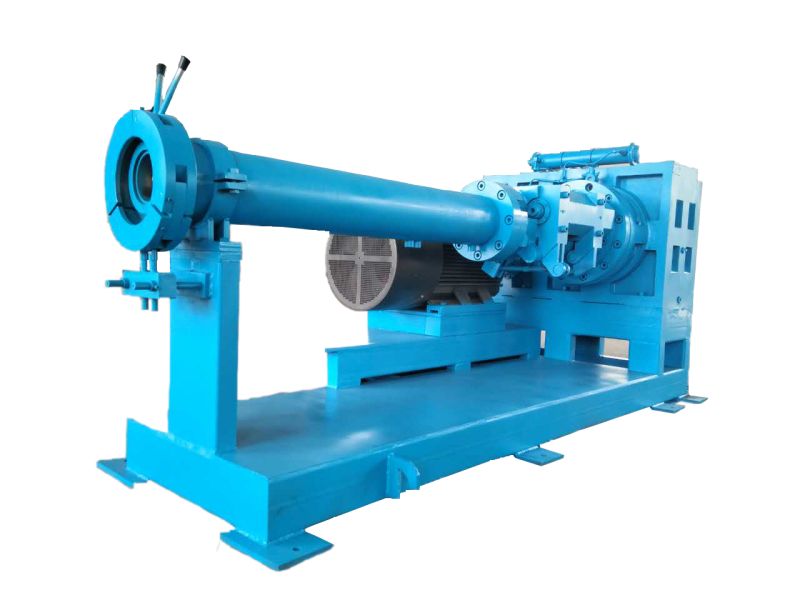
依据模头的物料活动方向和螺杆之间的视点,挤出机能够将模头分为直角模头和斜角模头。螺杆挤出机依靠螺杆旋转发生的压力和剪切力,能够使资料充沛塑化并均匀混合,并经过模头成型。挤出机基本上可分为双螺杆挤出机,单螺杆挤出机和少有的多螺杆挤出机和无螺杆挤出机。
挤出机的节能可分为两部分:一个是动力部分,另一个是加热部分。
动力部分节能:大多选用变频器,节能办法是节约电动机的剩下能量。例如,电机的实际功率为50Hz,实际上在出产中只需求30Hz就足以满意出产需求,多余的能量消耗是徒劳的。如果浪费了,变频器将改变电机的功率输出。电机到达节能效果。加热部分的节能:加热部分的节能大部分是运用电磁加热器,其节能率约为旧电阻线圈的30%至70%。
挤出机要做到恰当舍理地使用,需要留意以下内容。出产流水线相对的配套设备机器设备、每台机器设备的出产能力要匹配,各台机器设备能充足运用成效,使出产流水线各机器设备能和谐工作。左右工艺流程间供过于求或不够、停止等,都归属于选择机器设备不配套设备、标准类型选择不。
近几年以来,人们对螺杆进行了大量的理论和试验研讨,至今已有近百种螺杆,常见的有分离型、剪切型、屏障型、分流型与波状型等。从单螺杆开展来看,尽管近年来挤出机已较为优良,但随着高分子资料和塑料制品不断的开展,还会涌现出愈有特色的新式螺杆和特别挤出机。
在塑料挤出成型设备中,挤出机一般称之为主机,而与其配套的后续设备塑料挤出成型机则称为辅机。挤出机通过100几年的开展,已由本来的单螺杆衍生出双螺杆、多螺杆,甚至无螺杆等多种机型。
挤出机具有强制挤出、适应性广、寿命不错、剪切速率小、物料不易分解、混炼塑化性能不错、粉料直接成型等特色,温度自控,真空排气等设备。适用于管、板、异形材等制品的出产。
挤出机不管作为塑化造粒机械还是成型加工机械都占有重要位置,近几年来,挤出机有了很大的开展。现在大型造粒用挤出机,螺杆直径达700mm,产量为36t/h。挤出机开展的主要标志在于其关键零件——螺杆的开展。