塑料挤出生产线在挤出过程中,出料不安稳,物料时断时续是比较常见的问题,之所以挤不出物料,其主要的原因和机筒螺杆的温度操控不正确及熔融物料的流速达不到要求等相关。
一、分流板和过滤网的阻塞使物料运动阻力过大,物料在螺槽中的轴向运动速度下降,也会形成不出料的现象。
二、塑料挤出生产线的机筒、螺杆的温度操控不正确,温度过高或过低都不可。机筒温度过高,与机筒触摸的物料发生熔融,容易形成物料过热分化,如果螺杆温度过低则会形成物料与机筒打滑而不出料。
针对以上问题,其解决的方法主要是下降机筒温度;减小螺杆冷却水的流量,冷却水的温度进步;定期清理和替换分流板和过滤网。
塑料挤出生产线的挤塑成型及调整,对温度操控的准确确性、安稳性及可操作性要求越来越高。方方面要求塑料挤出生产线厂家对其塑料挤出生产线规划要台理,另外选用细致的温控体系也是有需要的。选用温控体系,能够使温度准确操控在+0.2°C,为良好的挤出成型供给了先决条件。
塑料挤出生产线据机头料流方向和螺杆基地线的夹角,把机头分红斜角机头。该种设备还有双螺杆的塑料挤出生产线,橡胶的塑料挤出生产线以及塑料管材机组等等。塑料挤出生产线在设计上具有很好的正确性,这也是因为它们的使用优点多所以也就会使得实际中对于它们的使用会愈加的多。
在不同的环境上都是能够的具有应用的价值。这些都是能够体现出它们高的使用价值。这样的双螺杆片材塑料挤出生产线在塑料制品的生产上使用就是很多,对于实际的操作也都是能够带来很多的优点。就拿它们的稳定性来讲就是的好,足够的具有应用方便的优点。
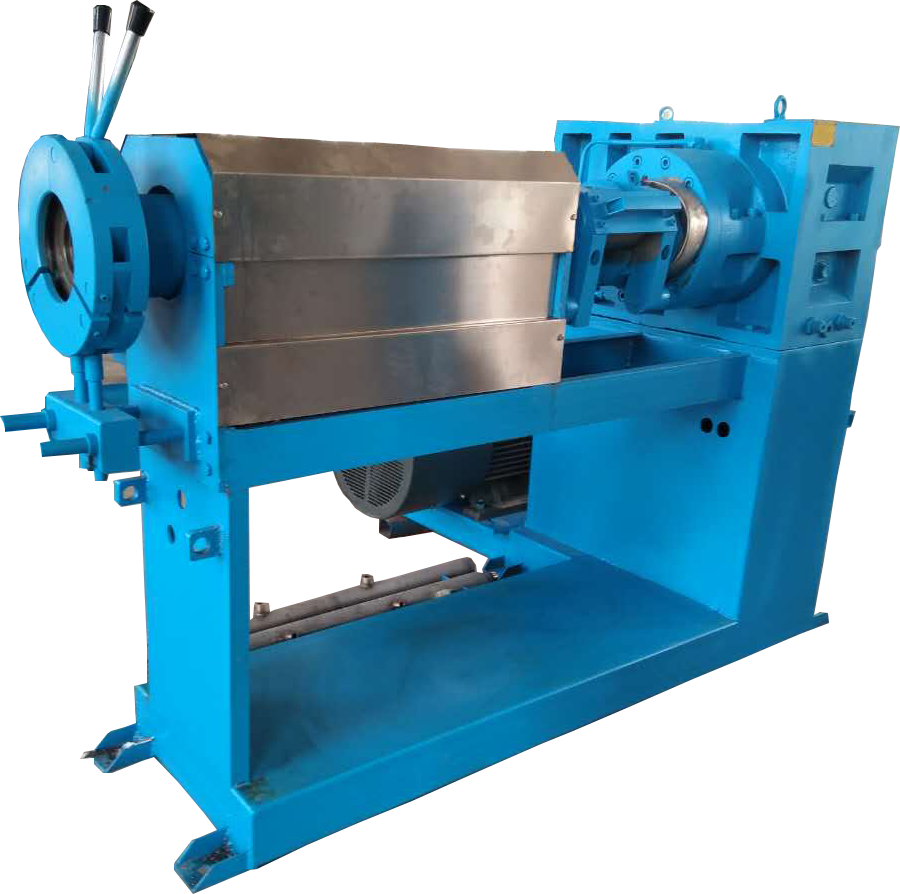
塑料挤出生产线是在单螺杆塑料挤出生产线的基础上发展起来的,因具有杰出的喂料功能、混合塑化功能、排气功能和挤出稳定性而被普遍应用于挤出制品的成型。塑料挤出生产线由传动设备、喂料设备、机筒和螺杆等几部分组成。
各部分功能与单螺杆塑料挤出生产线相似,塑料挤出生产线和单螺杆塑料挤出生产线的区别在于形型材中有两个平行的螺杆。严密啮合的反向旋转塑料挤出生产线的螺杆槽之间的间隙小,因此能够完成正运送特性。
同向旋转塑料挤出生产线具有严密匹配的螺杆肋形状。这种螺杆能够规划成具有相对小的螺杆间隙,使螺杆具有关闭的自清洁功能。
一般来说,这种塑料挤出生产线称为紧凑型自清洁同向旋转塑料挤出生产线。低速塑料挤出生产线具有严密啮合的螺杆几何形状,其中一个螺杆的螺杆边际形状与另一个螺杆的螺杆边际形状严密匹配,即共轭螺杆形状。
塑料挤出生产线由揉捏体系、传动体系和加热冷却体系构成。揉捏体系包括螺杆、机筒、料斗、机头、和模具,塑料挤出生产线的主机是塑料挤出生产线。塑料经过揉捏体系而塑化成均匀的熔体,并在这一进程中所树立压力下,被螺杆接连的塑料挤出生产线头。机头由合金钢内套和碳素钢外套构成,机头内装有成型模具,机头的作用是将旋转的运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以需要的成型压力。
塑料挤出生产线在机筒内塑化压实,经多孔滤板沿相应的流道经过机头脖颈流入机头成型模具,模芯模套适当合作,构成截面不断减小的环形空地,使塑料熔体在芯线的周围构成接连密实的管状包覆层。为确定机头内塑料流道正确,去掉积存塑料的死角,通常安排有分流套筒,为去掉塑料挤出时压力动摇,也有设置均压环的机头上还装有模具校对和调整的设备,便于调整和校对模芯和模套的同心度。
塑料挤出生产线按照机头料流方向和螺杆基地线的夹角,将机头分红斜角机头(夹角120o和直角机头)。该种设备还有双螺杆的塑料挤出生产线,橡胶的塑料挤出生产线以及塑料管材机组等等。