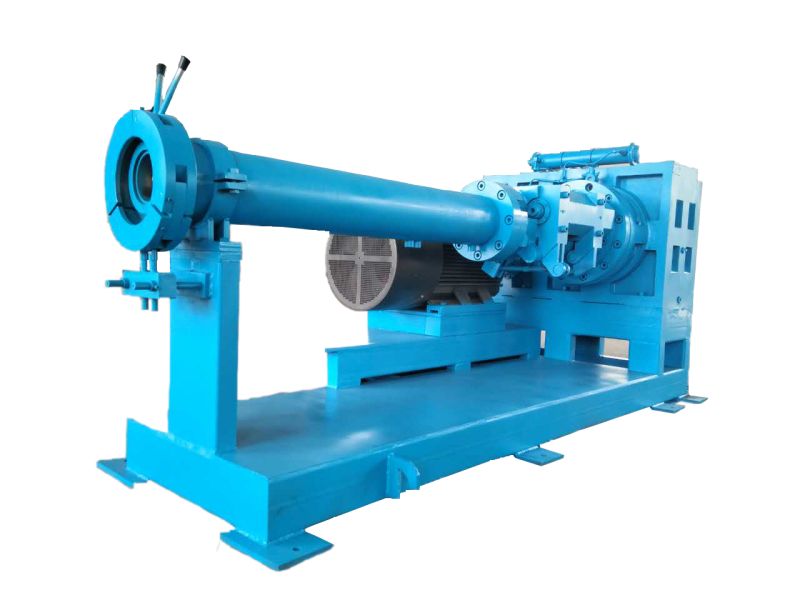
橡胶挤出机指的是固体粉末与液体共存且以固相为主的分散。利用分散体的自粘性,固体粉末的基本颗粒被粘合并通过作用力增加。并形成一些形状、粒径均匀、颗粒群集中。
啮合同向橡胶挤出机的挤出过程愈加复杂多变,因为影响该过程的因素多,如进料量、螺杆结构、螺杆啮合、操作条件(温度、螺杆转速)等。
1、在进料段(又称固体输送段),计量给料机将物料加入筒体进料口下方的螺杆后,螺杆槽未全部填满,有一个充满度(小于1),物料处于固态。该段螺旋基本上由正向输送螺纹元件组成,但螺纹导程可以由大到小,以提升物料对螺旋槽的填充程度。
2、接下来,材料进入熔体输送段,从熔体输送段输送的残余固相Z终熔化为熔体。该段螺杆由大导程的正向输送螺杆元件组成。材料的丰满度较低(小于1),且未建立压力。因此,需要添加的材料(聚合物或添加剂)可以在该段添加(带侧加料器或垂直加料器)。在熔体输送段添加的材料和熔体进入由捏合块组成的混合段进行混合(分散混合和分散混合)。
3、材料进入排气段下游均化段后,混合物的组分在捏合块的剪切作用下均化(主要是分散混合,但未分散的组分仍继续分散和混合),使组分混合均匀。
4、混合段的下游紧跟着排气段,排气段由大型前置输送螺旋元件组成。混合料对螺旋槽的填充程度较低(小于1),因此其自由表面积大,可以在大气压力下将上游物料熔化和混合过程中产生的气体和侧给料机带入的气体排放到空气中。
5、在计量部分,随着螺杆的导程变小,熔体对螺杆槽的填充度变大(等于1),压力建立,以Z终从模具中挤出和造粒混合材料。
6、在均质段下游的真空排气段中,材料中剩余的气体被进一步强制排出。本段螺杆由大导程的正向输送螺杆元件组成。材料的丰满度低(小于1),自由表面积大,有利于排气。
7、材料进入熔化段后,在筒体加热器传递到筒体的热量和螺旋元件(捏合盘)挤压和剪切材料产生的热量的作用下,材料开始熔化。经过这一段后,它基本上变成了熔体。该段物料的丰满度高于固体输送段,固体输送段压力大,能耗高。
你知道螺杆组合的几个基本原理吗?
1、进料口应采用大导程螺纹,以确定进料顺畅。
2、在熔化段,应使用小导丝建立压力,以压缩和熔化材料。可以设置90°错位角的捏合块来平衡压力,也可以使用30°错位角的捏合块。捏合块进行物料的初步分配和混合,捏合块应设置在熔化段的中间,注意捏合块要间隔排列。
3、在均化段,应逐渐减小螺纹导程以实现加压,减少背压段的长度。同时注意使用单螺纹和宽螺纹,以提升排料能力,避免漏料。
4、混合段的主要作用是对物料颗粒进行剪切、细化和分散。本节中螺纹元件的设置复杂,需要设计者有丰富的实践经验。本节以45°和60°交错角捏合块为主,增强剪切力,辅以齿形元件或“S”形元件等特别元件。但需要注意的是,捏合和剪切元件不能设置太多,也不能布置得太近,以免过度剪切。此外,为提升该段物料的输送能力,螺旋输送元件也应间隔布置,即捏合块与螺旋输送元件相互错开。
5、排气口或真空口前应装反螺纹元件或反捏合块,排气口或真空口应装大导程螺纹元件,排气口后应装小导程或真空端口设置螺纹组件。
橡胶挤出机速率如何提升?
1、相反,螺杆的塑化和混炼水平也需要扩大,这就要求螺杆承受愈高的扭矩。在高螺杆转速下,物料在橡胶挤出机中的停留时间减少,可能导致物料塑化、熔融、混合不充足。因此,需要适当增加螺杆长度,这反过来必然导致橡胶挤出机实际承载的扭矩和功率有所增加。
2、提升工作速率是新型同向橡胶挤出机制造设计的比较重要目标之一。也可以通过提升螺杆转速、提升塑化和混合水平来实现。在相同的螺杆转速下,扩大螺杆槽的深层可以提升输送能力。
3、加大螺纹槽的自由容积也是一个关键因素。在进料段和脱挥段,螺杆元件有很大的自由体积是需要的。对于松密度物料,扩大进料段的自由体积和物料在螺杆槽内的填充度,可以提升橡胶挤出机的加工性能。
对于橡胶挤出机来说,螺杆主要分为进料段、熔融段、混合段、排气段和均化段。介绍螺杆元件主要包括输送、熔融、剪切、物料混合、停留时间控制等功能。橡胶挤出机的螺杆元件以“积木”的方式组合在一起,在实践中可以根据不同的生产需要进行调整。因此,螺杆组合是挤出工艺定制的关键。