塑料挤出机外型不过关具体表现为挤绝缘层表层有擦破;粗燥有砂眼或微裂痕;由熔融不量造成的全部缺点。其关键缘故为:
一、塑料挤出机头加热温度过高造成毛糙,或温度过低造成微裂纹;
二、挤压顶块挑选不。过小造成麻纹路;过大造成错位或挤压成型松散;
三、挤压顶块中有残渣卡死擦破护线套表层;
四、护线套在不锈钢水槽内擦破;
五、顶块定径区有损害。
塑料挤出机在我们现在的生活中起到了关键的作用,而且在使用过程中还可以很正常的符合应用。特别是在生产车间内对于它们的使用就是格外的多。就拿平时使用的那些PE管材来讲就是由这样的设备生产而成,还有塑料片材生产线和双螺杆片材挤出机以及ABS片材机等等的具有经用的标准,在使用的过程中还的具有用的标准,这样的塑料挤出机也是有单双螺杆之分。
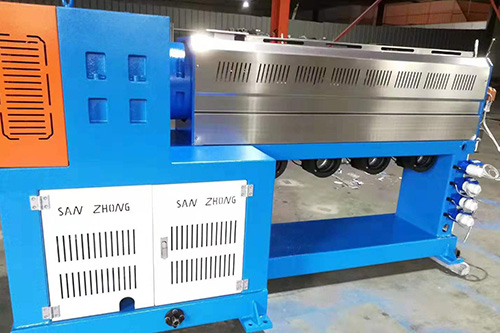
塑料挤出机的组成结构主要有三个部分,挤出机分别是机头、机身以及机尾,实现机器设备的正常运行,除了具备以上三部分的结构以外,还包含了另一个重要的部分,也就是变频器,它是用于以上三大部分速度的调节控制。机头是加工元件塑料的挤出部分,是对速度进行调控的重要选择;机身是加工元件进行压延的构造;机尾是板材进行然后收卷结构,在小圆筒的作用下被收卷成堆,以方便堆放,运输。
在塑料挤出机实际使用过程中,由于客户的需求,我们常常需要不断切换,例如生产80公斤产品A,然后循环产200公斤的产品B等等。下面,来给大家说说切换颜色和材料的正确方法。
一、研讨原材料和成品流进流出操作现场的顺序,安排好以使操作人员花费较少的精力在移动运输工具上。
二、写出生产每个产品的清机或拆机的程序,这有助于操作人员计划时间,去掉他们关于会产生多少机头料的争论。
三、产品的批量要与塑料挤出机大小相对应。这个是需要强调的,许多加工者排产无计划,用75机生产500磅的单子,结果产生了300磅的废料。
四、帮助操作人员,把清洁的操作工具摆放在挤出机周围,如果频繁换料,那就在挤出机周围搞一个工作台,把需要的东西都准备好。
五、清理下一个产品对机器清洁程度的要求。假如你知道下一个产品要求全部的手工清机,那就不要浪费时间和材料来糊弄清机。
六、假如可能,要按照减少清机的顺序排产。这就意味着要从浅色做到深色,反之,你不可以不进行多次拆机。
典型的减速比率应该是在10:1到20:1之间,一阶段既可以用齿轮也可以用滑轮组,但是二阶段好用齿轮并将螺杆定位在然后一个大齿轮中心。对于一些慢速运行的机器(比如用于UPVC的双螺杆),可能存在三个减速阶段,大速度可能会低到30rpm或愈低(比率达60:1)。
而另一方面,一些用于搅拌的很长的双螺杆可以以600rpm或愈快的速度运行,因此就需要一个低的减速率以及愈多深冷却。如果减速率与工作搭配有误,就会有太多的能量被来浪费掉。这时可能需要在电机和改变大速度的一个减速阶段之间增加一个滑轮组,这要么使螺杆速度增加甚至超过先前限,要么降低大速度。这样能增加可获得能量、减少电流值并避免电机故障,在这两种情况中,由于材料和其冷却需要的原因,输出可能会增加。