挤出机保养方法:
一、替换部件——替换刀具时,动刀与定刀之间的间隔:20HP以上破碎机为佳,20HP以下的破碎机为不错。回收料越薄,空隙可适当调大。
二、应把塑料挤出机机器设备安顿通风方位,确定电机工作热量发出,延伸其寿数;机器应坚持杰出接地。
三、定期检查刀具螺丝,新机使用1小时后,用东西紧固动刀,定刀的螺丝,增加刀片与刀架间的固定性;应定时对轴承加注润滑油,确定轴承间的润滑性;为确定刀具切口的尖利度,应常查看刀具,确定其尖利度,削减由于刀锋钝缺而引起其它部件的不需要损坏。
四、重发动——二次发动前,应先铲除机室所剩下的碎料,削减发动阻力。应定时翻开惯性罩和皮带轮罩,铲除法兰盘下方出灰口,因破碎机室排出粉料进入转轴轴承。
五、定时查看皮带是不是松懈,及时调紧。
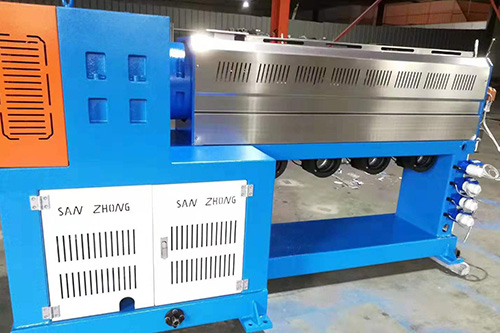
双螺杆挤出机因为由摩擦产生的热量较少、物料所受到的剪切比较均匀、螺杆的运送才能大、挤出量比较稳定、物料在机筒内逗留长,混合均匀。SJSZ系列锥形双螺杆挤出机具有强制挤出、质量不错、适应性广、寿命不错、剪切速率小、物料不易分解、混炼塑化性能不错、粉料直接成型等特色,温度自控,真空排气等装置。
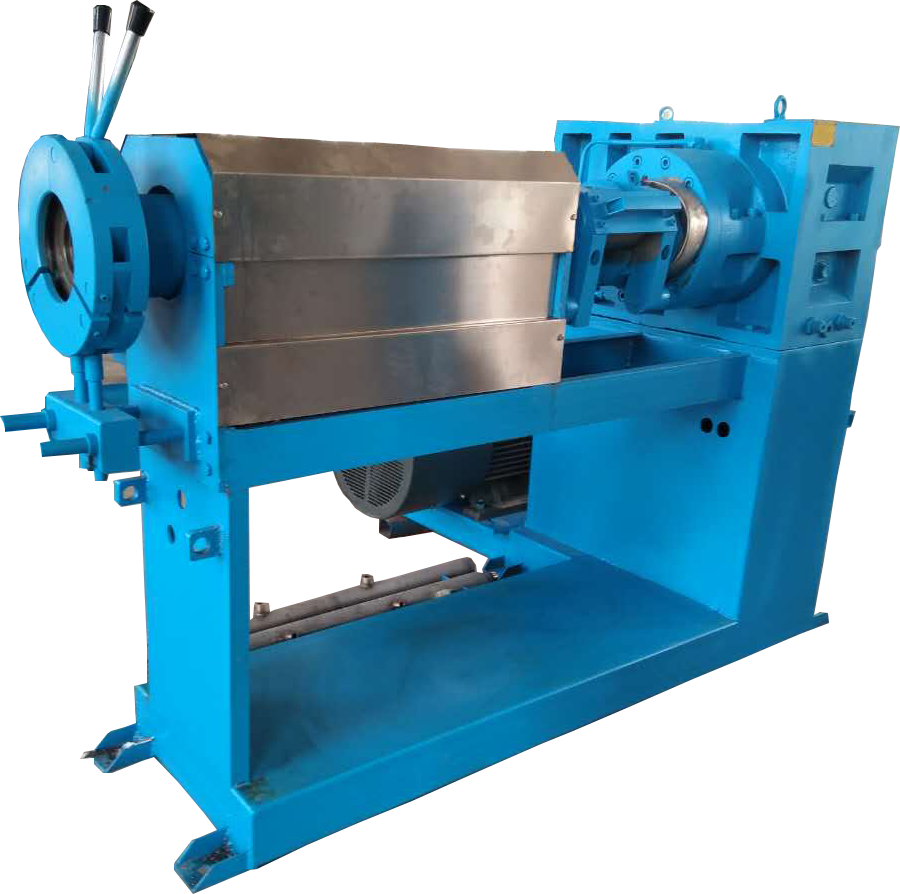
单螺杆挤出机不管是作为塑化造粒机械,还是在成型加工机械行列,都占有重要位置,近几年来,单螺杆挤出机有了很大的开展。现在生产的大型造粒用单螺杆挤出机,螺杆直径达700mm,产量为36t/h。单螺杆挤出机开展的主要标志在于其要害零件——螺杆的开展。
在塑料挤出成型设备中,塑料挤出机一般称之为主机,而与其配套的后续设备塑料挤出成型机则称为辅机。塑料挤出机通过100几年的开展,已由本来的单螺杆衍生出双螺杆、多螺杆,乃至无螺杆等多种机型。塑料挤出机能够与管材、薄膜、捧材、单丝、扁丝、打包带、挤网、板材、异型材、造粒、电缆包覆等各种塑料成型辅机匹配,组成各种塑料挤出成型生产线,生产各种塑料制品。因此,不管现在或将来,塑料挤出成型机械都是塑料加工职业中得普遍使用的机种之一。
塑料挤出机的温度控制主要从三个方面进行控制喷嘴、模具、料筒。
一、喷嘴温度
喷嘴温度一般是要低于料筒*高温度的,这是为了防止熔料在直通式喷嘴可能发生"流涎现象"。
二、料筒温度
各种塑料都具有不同的流动温度,同一种塑料,由于来源不同,其流动温度及分解温度是有区别的,这是因为平均分子量和分子量分布不均匀而导致的,塑料在不同类型的注射机内的塑化过程也是不同的,所以,选择料筒温度也是不同的。
三、模具温度
模具温度的高低决定于是否有塑料结晶性和制品的尺寸与结构、熔料温度以及注射压力、模塑周期等工艺条件。
注射模塑过程当中需要管控温度有料筒温度,喷嘴温度和模具温度等。前两种温度主要影响塑料的塑化和流动,而后一种温度主要是影响塑料的流动和冷却。