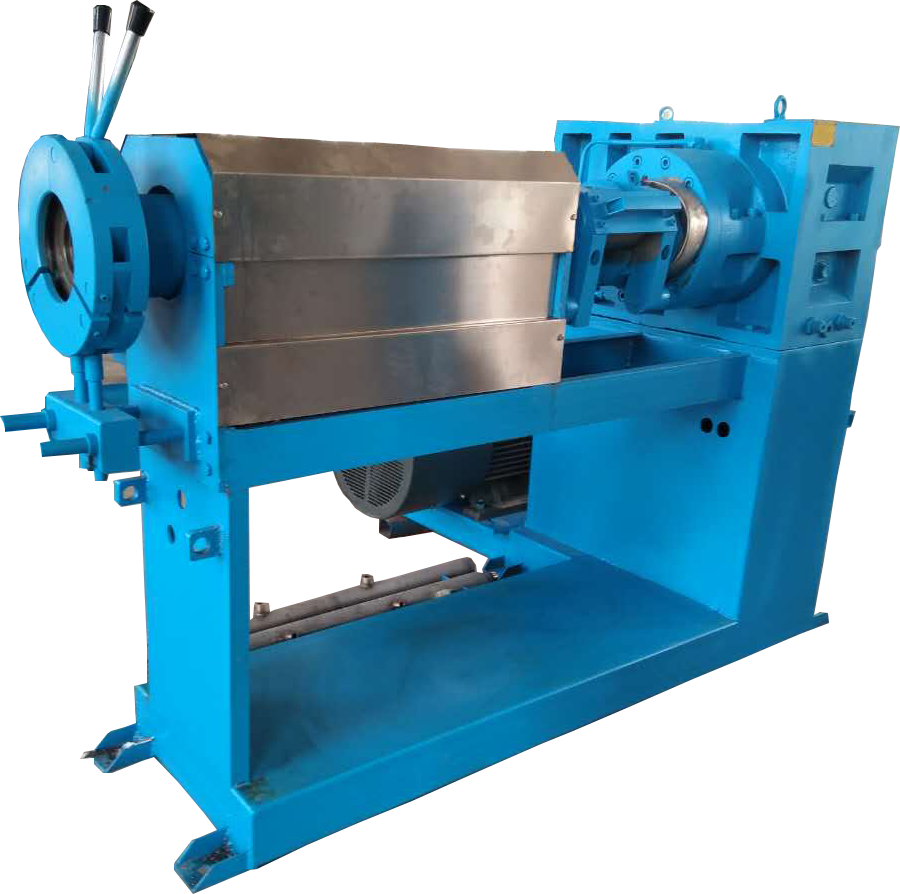
塑料挤出机也被归类为塑料机械的类型之一,它使材料能够充足塑化并均匀混合,然后通过口模成型。塑料挤出是通过塑料挤出机的筒壁和橡胶螺杆的作用,将塑料连续生产成各种形状的半成品的过程。挤压工艺,又称挤压工艺,普遍用于生产截面形状复杂或中空或实心的胎面、内胎、橡胶管和各种半成品。它还可用于塑料的过滤和造粒,生胶的成型,以及前后工序的联动,如在密炼机下补充混合下片,以及在热精炼后向压延机供应胶水。
下面,来详解一下塑料挤出机整体的检测过程:
一、检查所有标准零件是否已经拧紧。
二、检查所有润滑点是否配备了足够的润滑脂或润滑脂。
三、对于油池或减速器,起先是对其进行清洁,并检查是否有任意污垢、金属材料碎屑等落入油池或油箱内。然后,根据指定的润滑脂型号或总量,将其引入池或箱中。
四、当挤出机的传动装置使用汽油泵进行强制润滑时,应检查汽油泵的旋转方向是否符合要求,油的工作压力和循环系统是否良好。
五、检查主电机和机械泵电机的旋转方向是否适当。
六、检查每个三角形皮带的焦虑程度是否一致。
七、检查离合器的调节螺母是否适当,离合器的打开、关闭和控制是否灵活。如果使用气动离合器,则需要根据压力调节阀检查气动阀的标准气压、供气量和泄压标准气压是否符合要求和规定。
八、检查水管、气阀、真空系统的密封状况是否良好,闸阀的开启和关闭是否灵活。
九、检查所有机(以实际报告为主)械和电气设备的接地装置是否良好。
在塑料挤出成型设备中,塑料挤出机通常称之为主机,而与其配套的后续设备塑料挤出成型机则称为辅机。塑料挤出机经过100几年的开展,已由原来的单螺杆衍生出双螺杆、多螺杆,乃至无螺杆等多种机型。塑料挤出机(主机)能够与管材、薄膜、捧材、单丝、扁丝、打包带、挤网、板(片)材、异型材、造粒、电缆包覆等各种塑料成型辅机匹配,组成各种塑料挤出成型生产线,生产各种塑料制品。因而,塑料挤出成型机械无论现在或将来,都是塑料加工行业中得普遍应用的机种之一。
塑料挤出机在塑料挤出过程中,产品常见的变形是由什么因素引起的?应该采取什么措施?
一、校准套筒本身变形,需要替换或校正;
二、如果产品出现变形和变形,则需要增加凝结水或真空度;
三、如果牵引压力过紧、过平,应适当调整牵引带之间的间隙;
四、成型箱内支撑轮位置过高,导致产品下端平整。牵引轮应调整为同心;
五、冷却水的影响太大,在冷却前不能适当地进行真空稳定,应适当减少水的流量。