塑料挤出机在机筒内塑化压实,经多孔滤板沿相应的流道经过机头脖颈流入机头成型模具,模芯模套适当合作,构成截面不断减小的环形空地,使塑料熔体在芯线的周围构成接连密实的管状包覆层。为机头内塑料流道正确,去掉积存塑料的死角,通常安排有分流套筒,为去掉塑料挤出时压力动摇,也有设置均压环的机头上还装有模具校对和调整的设备,便于调整和校对模芯和模套的同心度。
关于挤出机性能特点有哪些?下面,为您详细讲讲:
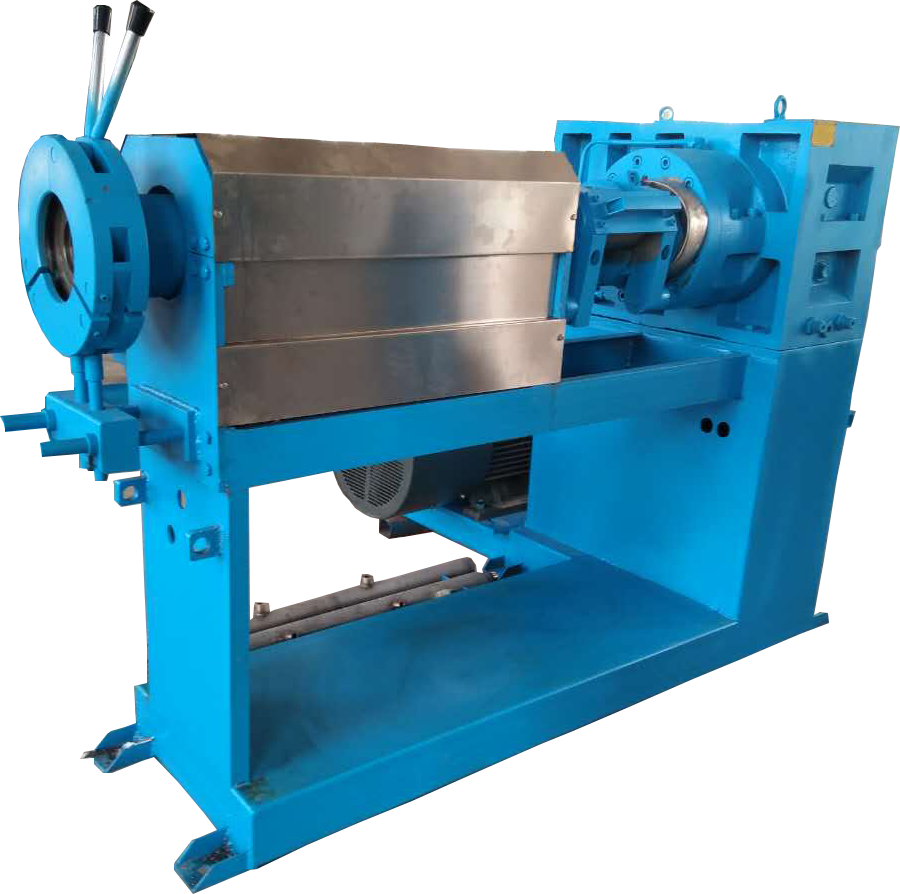
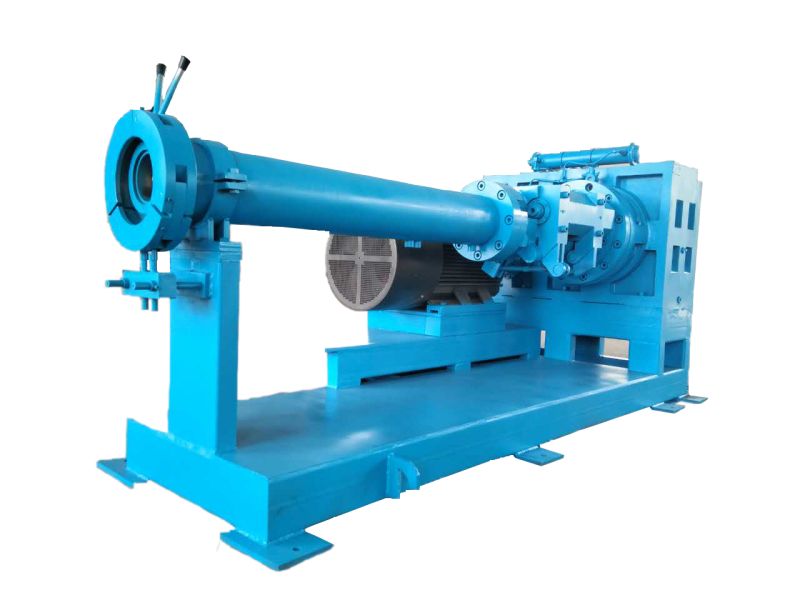
一、挤出机采用交流电机,变频调速,其调速范围大,对生产不同规格的橡胶制品适应性大,操作方便。
二、挤出机使用硬齿面挤出机减速器,其噪音低,传动扭矩达,传动稳定,维修方便。
三、挤出机采用冷却喂料辊强制进料,可加工多种橡胶条料,挤压密度大,制品效果不错。
四、挤出机没有双通道温度自动控制仪,加热时温度波动小,根据不同加工工艺能理想的选择加热温度,并能自动控制被加热的机筒、机头的设定温度。
五、挤出机采用筒水加热,也可使用蒸汽加热。机筒采用循环冷却,能即时冷却物料,以避免物料分解。
塑料挤出机由揉捏体系、传动体系和加热冷却体系构成。揉捏体系包括螺杆、机筒、料斗、机头、和模具。塑料经过揉捏体系而塑化成均匀的熔体,并在这一进程中所树立压力下,被螺杆接连的挤出机头。机头由合金钢内套和碳素钢外套构成,机头内装有成型模具,机头的作用是将旋转的运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以需要的成型压力。
挤出机的作用是用来挤出成型的,设备在运行以前需要先对设备进行升温,当温度升到我们所需要的值的时候模温机便自动停止升温,然后我们就可以启动设备的动力部分去运转设备,然后便可以用喂料座进行喂胶了;橡胶通过喂料座进入到挤出机螺筒内进行塑化,然后通过螺杆进行剪切、锻造,排气等程序的加工使橡胶有一个向前的压力。除此之外橡胶、螺筒、螺杆之间不断的相互作用使设备螺筒的温度越来越高。
塑料挤出机生产一般在长度上分为三段,按螺杆直径大小螺距螺深确定三段长度,一般按各占三分之一划分。
一、料口一道螺纹开始叫输送段:物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。
二、后面段叫压缩段,此时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3﹕1,有的机器也有变化,完成塑化的物料进入到三段。
三、三段是计量段,此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。