三层共挤干法交联电缆生产线开车前准备:
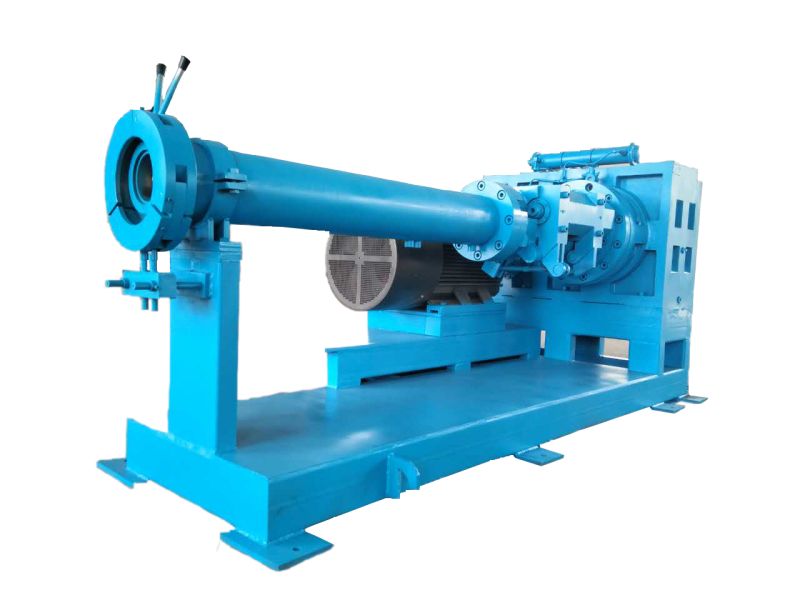
(一)选择封闭垫及配模按生产的电缆规格准备好上,下封闭垫和模具,并装于挤出机。
(二)挤出机加热及保温为了使挤出机的温度达到工艺要求, 开车加温时间不得少于3-4小时。
(三)穿引线交联管中无引线时,需用引线引入管路,引至下封闭出,并绕在下牵引轮上,穿过储线器导轮,联结在收线盘上。
(四)导线接头将所需的导线通过铜管用液压机接头,也可使用电焊机接头,线盘上升到位后,自动调 和张力。
(五)牵引及收线按工艺要求选择上,下牵引,辅助牵引,收线的齿轮箱级数及档数。
(六)屏蔽料干燥屏蔽料在开车前吸入干燥器进行干燥,温度在40-60℃,时间不少于4小时。
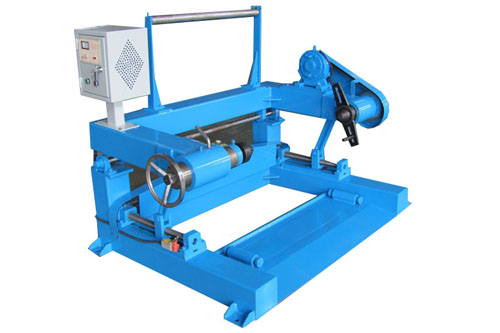
(七)收线按计划长度选用合适的收线盘,调好排线节距,限位,排线导轮的角度。