橡胶挤出生产线的机筒磨损主要表现在跟着运用过程的的磨损,形成机筒内径直径加大,机筒由于内外表硬度不错于螺杆,机筒的损坏要比螺杆来得晚。橡胶挤出生产线机筒修补方法和注意事项。
一、通常情况下机筒均化段磨损较其它方位快,可将均化段镗孔修整,再配一个渗氮合金钢衬套,内孔直径参照螺杆直径,留在正常配合空隙,进行加工配制。
二、经过机加工,橡胶挤出生产线机筒内径经修整重新浇铸合金,厚度控制在1~2mm间,然后进行精加工至需要的新尺度。
三、机筒因磨损增加直径,如果还有相应的渗氮层,可把机筒内孔直接进行镗孔研磨,得新的直径尺度,然后按照新的直径配制新的螺杆。
四、注意橡胶挤出生产线螺杆和机筒制作用资料。
橡胶挤出生产线螺杆组合的几个基本原理:
一、在橡胶挤出生产线的混合段,主要目的是剪切、细化和涣散物料颗粒。这一节螺纹元件的设置复杂,需要规划人员有丰富的实践经验。本节主要选用45和60交织角的揉捏块增加剪切,辅以齿形元件或“S”形元件等特别元件。然而,应该注意的是,揉捏和剪切元件不应该设置得太多或安置得太近,以避免过度剪切。此外,为了增强该段物料的运送才能,螺旋运送元件应距离安置,即捏合块和螺旋运送元件相互交织。
二、在熔化段,应运用小铅丝树立压力,以压缩和熔化资料。能够设置90交织角的捏合块来平衡压力,也能够运用30交织角的捏合块来初步分配和混合物料。捏合块应从熔化段中部开端设置,注意捏合块的距离排列。
三、橡胶挤出生产线的进料口应选用大导程螺纹,确定下料顺利。
四、橡胶挤出生产线的排气口或真空口前应设置反向螺杆元件或反向捏合块,排气口或真空口处应设置大导螺杆元件,排气口或真空口后应设置小导螺杆元件。
五、均化段应逐渐削减螺纹导程,完成增压,削减背压段长度,一起选用单螺纹、宽螺纹,提升出料才能,避免漏料。
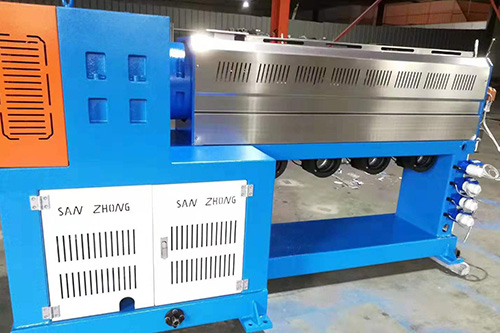
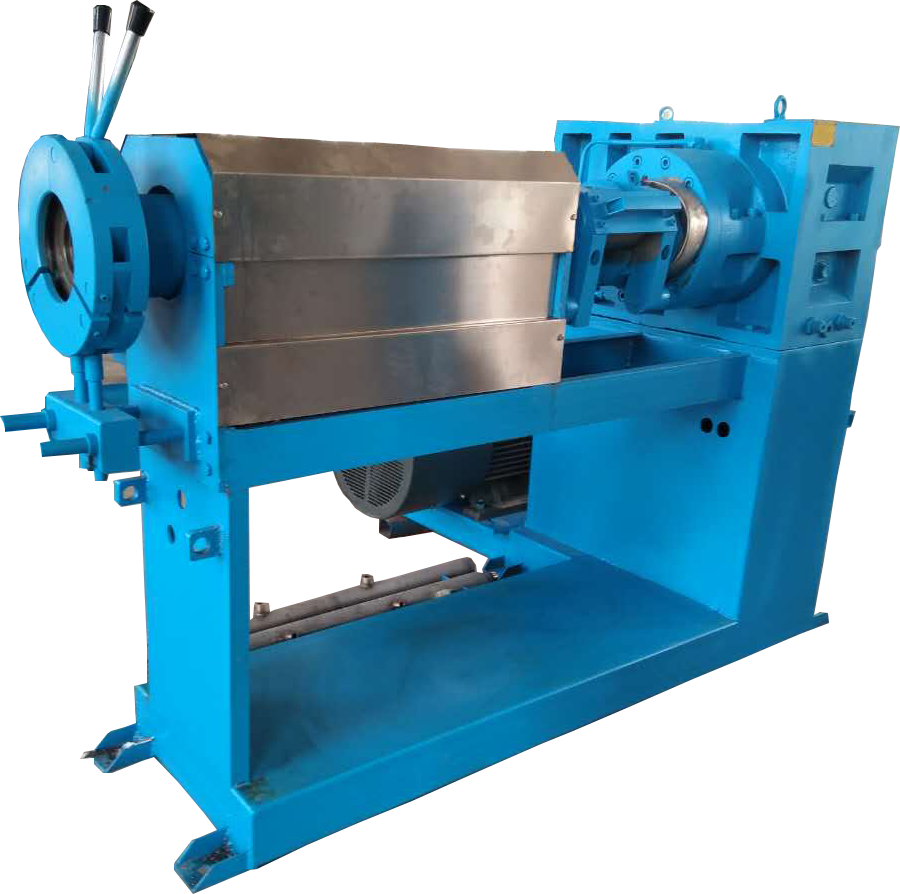
橡胶挤出生产线是在单螺杆橡胶挤出生产线的基础上发展起来的,因具有杰出的喂料功能、混合塑化功能、排气功能和挤出稳定性而被普遍应用于挤出制品的成型。橡胶挤出生产线由传动设备、喂料设备、机筒和螺杆等几部分组成。
橡胶挤出生产线的挤塑成型及调整,对温度操控的准确确性、安稳性及可操作性要求越来越高。方方面要求橡胶挤出生产线厂家对其橡胶挤出生产线规划要台理,另外选用细致的温控体系也是有需要的。选用温控体系,能够使温度准确操控在+0.2°C,为良好的挤出成型供给了先决条件。
橡胶挤出生产线据机头料流方向和螺杆基地线的夹角,把机头分红斜角机头。该种设备还有双螺杆的橡胶挤出生产线,橡胶的橡胶挤出生产线以及橡胶管材机组等等。橡胶挤出生产线在设计上具有很好的正确性,这也是因为它们的使用优点多所以也就会使得实际中对于它们的使用会愈加的多。
在不同的环境上都是能够的具有应用的价值。这些都是能够体现出它们高的使用价值。这样的双螺杆片材橡胶挤出生产线在橡胶制品的生产上使用就是很多,对于实际的操作也都是能够带来很多的优点。就拿它们的稳定性来讲就是的好,足够的具有应用方便的优点。