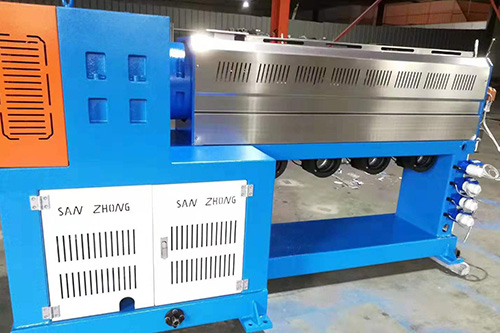
塑料挤出设备的分类:
1、柱塞式:
挤出机起源于18世纪,从那时开始,在19世纪前50年内,挤出机基本上只应用于铅管的生产、通心粉和其它食品的加工、制砖及陶瓷工业。
2、普通型:
冷喂料挤出机出现于20世纪40年代,60年代开始得推广和普及,80年代成为发展主流。至90年代初期,欧美等发达我国用冷喂料挤出机生产的产品已经占到生产总量的90%。有分离型螺杆挤出机、挡板螺杆挤出机、空穴式螺杆挤出机、传递式混炼挤出机、销钉螺杆挤出机和多流道传递混合螺杆(MCT)挤出机等。
3、螺杆型:
1870年出现的塑料挤出设备是热喂料挤出机。它喂入的胶料要求需要经过热炼,且供料均匀、稳定、等速,料温保持在50~70℃。其螺杆短,螺纹沟深,均化效果不理想。从20世纪70年代起。一度出现长径比变小的现象。由于热喂料挤出机可连续挤出、操作简单、生产速率不错、挤出成品形状稳定,在很多制品的生产工艺中,仍然采用热喂料挤出机。在轮胎生产中用于各种胎面、各种型胶的挤出以及在胶管、电缆及其它塑料制品的生产中用于包胶及胶坯的挤出。
常见的塑料挤出设备模头有圆形直模头,平板模头,T型模头和复合模头。圆形直模头是我们Z常见的,很多单挤出塑料密封条在生产的时候都是由这种模头来进行生产的,还有一些塑料管也是使用这种圆形模头。而中间有夹层或者是产品外面涂塑生产的时候我们则是需要用T型模头来进行生产。
比如说塑料电线的生产就需要采用T型模头来进行生产,还有就是发光字边条在生产的时候也是用这种生产工艺来进行生产。所以我们在选择塑料挤出设备模头的时候改成要根据实际产品的种类来进行选择。
塑料挤出设备模头在设计的时候要根据产品的大小以及形状来进行设计,模头是连接挤出机螺筒和成型模具的一个枢纽,在设计模头的时候要根据产品来进行料道设计,要选择适当的设计方案才能正常速率不错的对产品进行生产。
塑料挤出设备在挤出进程中,出料不稳定,物料断断续续是比较常见的问题,之所以挤不出物料,其主要的原因和机筒螺杆的温度操控不正确及焰融物料的流速达不到要求等相关。
1、分流板和过滤网的阻塞使物料运动阻力过大,物料在螺槽中的轴向运动速度下降,也会构成不出料的现象。
2、塑料挤出设备的机筒、螺杆的温度操控不正确,温度过高或过低都不行。机筒温度过高,与机筒触摸的物料产生熔融,简单构成物料过热分解,假如螺杆温度过低则会构成物料与机简打滑而不出料。
针对以上问题,其处理的办法主要是下降机筒温度;减小螺杆冷却水的流量,冷却水的温度进步;定时整理和替换分流板和过滤网。
塑料挤出设备的温度控制主要从三个方面进行控制喷嘴、模具、料筒。
1、料筒温度:
各种塑料都具有不同的流动温度,同一种塑料,由于来源不同,其流动温度及分解温度是有区别的,这是因为平均分子量和分子量分布不均匀而导致的,塑料在不同类型的注射机内的塑化过程也是不同的,所以,选择料筒温度也是不同的。
2、喷嘴温度:
喷嘴温度一般是要低于料筒高温度的,这是为了防止熔料在直通式喷嘴可能发生"流涎现象"。
3、模具温度:
模具温度的高低决定于是否有塑料结晶性和制品的尺寸与结构、熔料温度以及注射压力、模塑周期等工艺条件。