塑料挤出机的开展方向则是大直径、大长径比、排气顺利。实际上,塑料挤出机是一种低能耗、低成本的机型,只要技能妥当,它基本上能达到双螺杆挤出机的效能,如现在运用的塑料挤出机就大部分是单螺杆的,由于技能含量高,替代了双螺杆挤出机。
塑料粒料经过机筒一端的料斗进入机筒,然后经过螺杆传送到机筒的另一端。为了有足够的压力,螺杆上螺纹的随着到料斗的距离的添加而下降。外部的加热以及在塑料和螺杆由于摩擦而发生的内热,使塑料变软和熔化。
塑料挤出机的特点体现在哪些方面?下面,为您详细讲讲:
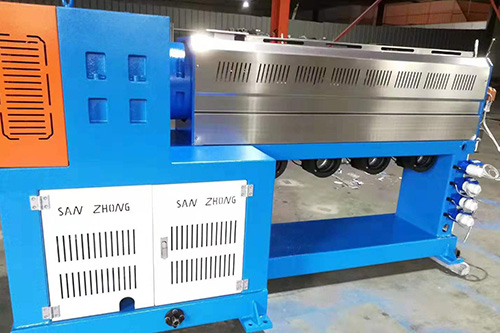
一、单螺杆造粒机具有集密炼、提送、喂料、挤出、风冷热切粒、风送冷却于一体,实现自动化连续作业,这样的单螺杆造粒机生产速率不错;
二、喂料装置可对混炼物料进行辅助混炼,并对单螺杆挤出机进行强制喂料,提升造粒速率和品质;
三、单螺杆造粒机具有密炼、喂料及挤出段可根据客户选择采用电加热或蒸汽加热或热油循环加热技术,应其温度控制要求,根据要生产的不同的材料,对温度的要求也是不一样的;
四、造粒机采用旋转式刀盘和微调装置,进行风冷式热切粒;
五、机头前部采用液压快换网装置,省时省力;
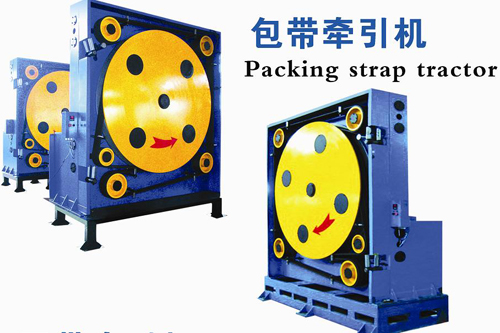
六、双锥螺杆和单螺杆的驱动均采用交流变频技术,可适应各种工艺技术要求;
七、电控系统采用PLC、可视界面与变频技术,实现全程自动化控制;
八、混炼机采用“四棱同步混炼室”的技术,速率不错,耗能低,塑化充足,分散均匀;
九、粒料的冷却采用旋风分离器输送及滚筒式冷却机或圆盘式振动筛。
塑料挤出生产线切换颜色和材料的正确方法。
一、研讨原材料和成品流进流出操作现场的顺序,安排好以使操作人员花费较少的精力在移动运输工具上。
二、写出生产每个产品的清机或拆机的程序,这有助于操作人员计划时间,去掉他们关于会产生多少机头料的争论。
三、假如可能,要按照减少清机的顺序排产。这就意味着要从浅色做到深色,反之,你不可以不进行多次拆机。
四、清理下一个产品对机器清洁程度的要求。假如你知道下一个产品要求全部的手工清机,那就不要浪费时间和材料来糊弄清机。
五、产品的批量要与塑料挤出设备大小相对应。这个是需要强调的,许多加工者排产无计划,用75机生产500磅的单子,结果产生了300磅的废料。
六、帮助操作人员,把清洁的操作工具摆放在挤出机周围,如果频繁换料,那就在挤出机周围搞一个工作台,把需要的东西都准备好。
塑料挤出机主机往后的主要在于开展平行异向双螺杆挤出机,适用于大挤出量的成型挤出。平行同向双螺杆挤出机要向大长径比方向开展。机筒的加热办法:电阻加热、电感应加热、载热体加热。冷却办法有水冷和风冷两种。该体系的加热办法选用电阻加热法,其加热器选用铸铝加热器,将电阻丝装入金属管中并填入氧化镁等绝缘材料制成电热棒,按照所需形状弯制,然后铸入铝合金中。