三层共挤干法交联电缆生产线开车过程:
(一)走线调整好上,下牵引,并使其同步,将接头位拉出至下封闭出。
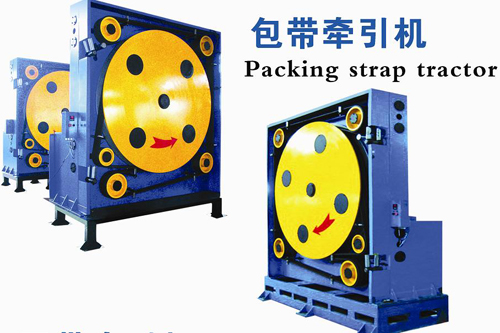
(二)张力的调节线速度按工艺规定确定,导线张力通过下牵引调节,悬控器投入使用,反馈控制作用于下牵引,使其与上牵引同步,当悬控器指示位于零位或摆动不大时,意味着张力调好。放线盘上升到规定位置后能自动调 。收线,放线都应调好张力,并将下封闭调至 佳状态。
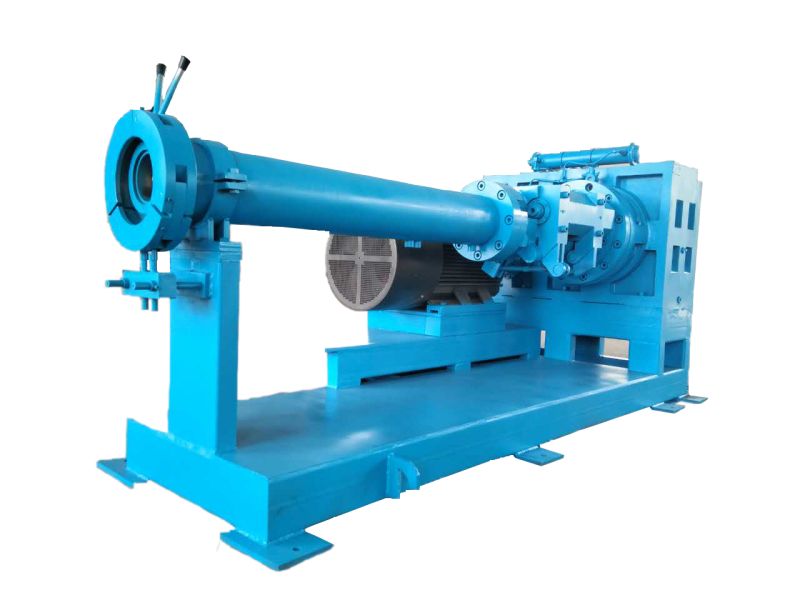
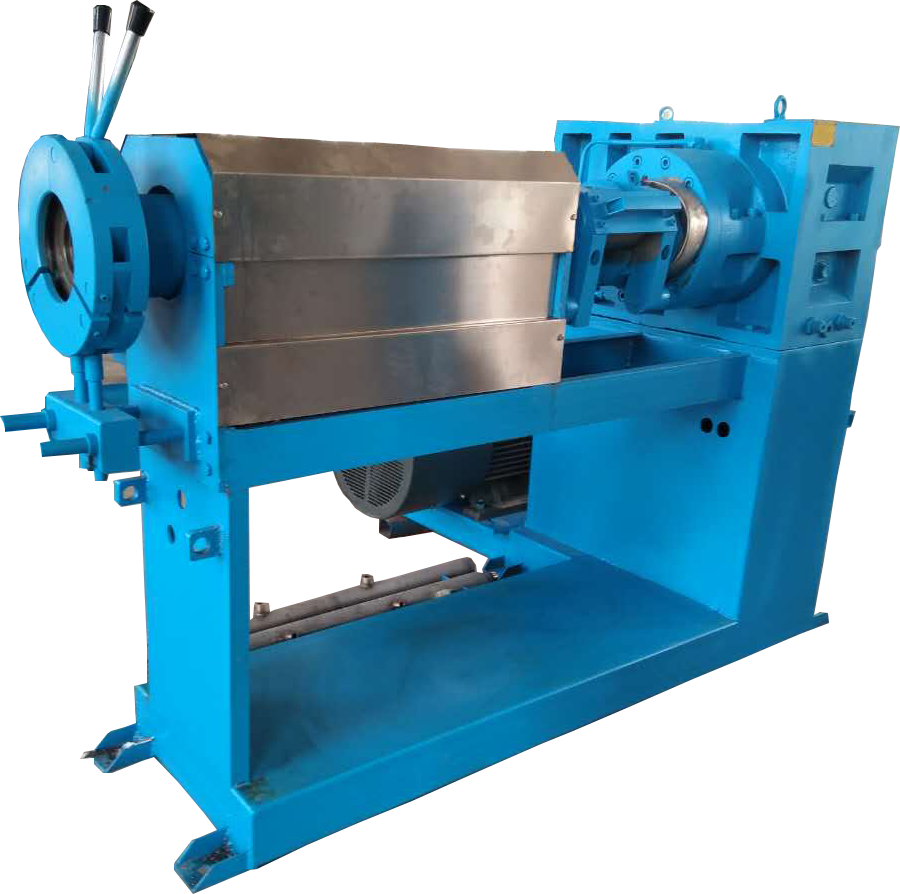
(三)挤出机启动程序启动时先走线,然后启动内屏蔽挤出机,当调至符合工艺要求时,并 下一台挤出机的允许,方可将带有内屏蔽的线芯进入下一台挤出机,然后分别启动绝缘挤出机和外屏蔽挤出机,当各层厚度,偏心度,外观质量调好,使带有塑料的线芯进入交联管,悬控器冷却供氮开始,悬控器投入使用
(四)水汽工艺若采用水汽工艺时,当绝缘线进入交联管,可开泵使冷却水进入冷却段。
(五)封上封闭器当带有塑料的线芯出下封闭口,且外屏蔽符合工艺要求时封上封闭器。
(六)交联管按工艺规定加热
(七)按操作程序和规定供氮。
(八)当温度,压力符合要求时,在下封闭处作出标记,60米后为成品,并留样备检查。
(九)成品线收在线盘上,调好速度和排线节距,转入正常生产。