在塑料挤出机中,塑料挤出机通常称之为主机,而与其配套的后续设备塑料挤出成型机则称为辅机。塑料挤出机经过几年的发展,已由原来的单螺杆衍生出双螺杆、多螺杆,甚至无螺杆等多种机型。
塑料挤出机(主机)可以与管材、薄膜、捧材、单丝、扁丝、打包带、挤网、板(片)材、异型材、造粒、电缆包覆等各种塑料成型辅机匹配,组成各种塑料挤出成型生产线,生产各种塑料制品。因此,塑料挤出成型机械无论现在或将来,都是塑料加工行业中得普遍应用的机种之一。挤出机的分类随着塑料挤出成型技术的普遍应用和不断发展,挤出机类型日益愈新,其分类方法主要有以下5种。
1、按用途,可分为成型用挤出机、混炼造拉用挤出机和供料用喂料挤出机;
2、按是否排气,可分为排气式挤出机和非排气式挤出机
3、按安装位置,可分为立式挤出机和卧式挤出机;
4、按螺杆转速,可分为普通挤出机、挤出机和挤出机。
5、按螺杆的数目,可分为无螺杆挤出机、单螺杆挤出机、双螺杆挤出机和多螺杆挤出机
塑料挤出机的螺筒可以分为几个温控段,每个温控段的高温要求并不相同。当温度升到我们所设定的温度值的时候便可以对塑料挤出机进行喂料了,原料在螺筒当中由螺杆对其进行剪切,压缩等形式的加工,在塑料挤出机的模头挤出成我们所需要的产品。
但是在整个加工过程中螺筒,螺杆以及原材料会相互作用而产生自产温。这样设备的的温度会越来越高,我们需要给塑料挤出机设定一个高值,当温度达到这个值的时候智能控制系统就会发出指令让设备的冷却系统列如工作。
所以我们在利用塑料挤出机生产产品的时候改成要把温度设定正确才可以。
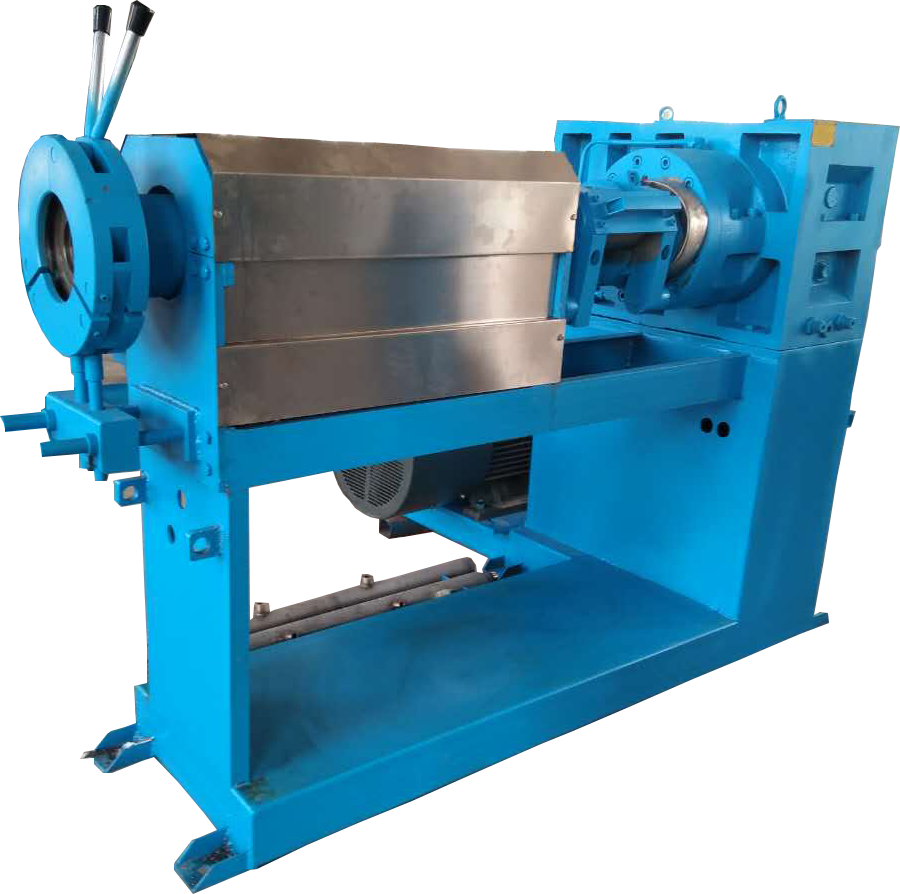
挤压系统挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
1、螺杆:是挤塑机的Z主要部件,它直接关系到挤塑机的应用范围和生产率,由蚀的合金钢制成。
2、料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
3、机筒:是一金属圆筒,一般用不怕热、不怕压强度较不错、结实、不易腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30倍,以使塑料得充足加热和充足塑化为原则。
塑料挤出机保养方法:
1、定期检查刀具螺丝,新机使用1小时后,用东西紧固动刀,定刀的螺丝,增加刀片与刀架间的固定性;应定时对轴承加注润滑油,确定轴承间的润滑性;为确定刀具切口的尖利度,应常查看刀具,确定其尖利度,削减由于刀锋钝缺而引起其它部件的不需要损坏;定时查看皮带是不是松懈,及时调紧。
2、重发动——二次发动前,应先铲除机室所剩下的碎料,削减发动阻力。应定时翻开惯性罩和皮带轮罩,铲除法兰盘下方出灰口,因破碎机室排出粉料进入转轴轴承。
3、应把塑料挤出机机器设备安顿通风方位,确定电机工作热量发出,延伸其寿数;机器应坚持杰出接地。
4、替换部件——替换刀具时,动刀与定刀之间的间隔:20HP以上破碎机为佳,20HP以下的破碎机为佳。回收料越薄,空隙可适当调大。