橡胶挤出机已遍及选用现代电子和计算机控制技能,对整个挤出过程的工艺参数如熔体压力及温度、各段机身温度、主螺杆和喂料螺杆转速、喂料量,各种质料的配比、电机的电流电压等参数进行在线检测,并选用微机闭环控制。这对确定工艺条件的安稳、进步产品的精度都很有利。
1、应把橡胶挤出机设备安顿通风方位,确定电机工作热量发出,延长其寿数;机器应坚持良好接地。
2、定期检查刀具螺丝,全新机使用1小时后,用东西紧固动刀,定刀的螺丝,增加刀片与刀架间的固定性;应定期对轴承加注润滑油,轴承间的润滑性;为确定刀具切断的尖利度,应常检查刀具,其尖利度,减少因为刀锋钝缺而引起其它部件的不需要损坏;定期检查皮带是否松懈,及时调紧。
3、重启动——再次启动前,应先铲除机室所剩余的碎料,减少启动阻力.应定期翻开惯性罩和皮带轮罩,铲除法兰盘下方出灰口,因破碎机室排出粉料进入转轴轴承。
4、替换部件——替换刀具时,动刀与定刀之间的空隙:20HP以上破碎机0.8MM为佳,20HP以下的破碎机0.5MM为佳.收回料越薄,空隙可适当调大。
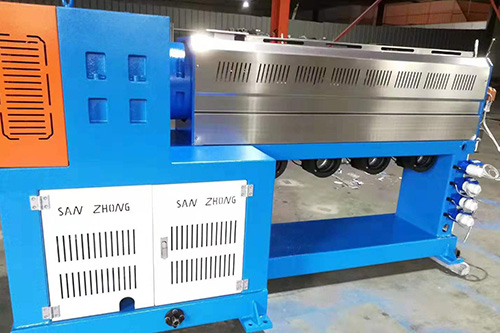
橡胶挤出机的主要部件是螺杆螺桶,对塑料的塑化、揉捏、成型也有重要影响,所以正确选用螺杆结构和参数是获得抱负产品的质量和产值的前提条件之一。为适应不同塑料加工的需求。杆的结构有很多种,常见有三种:渐变型(等深不等距或等距不等深)、骤变型、鱼雷头型等。
那么,橡胶挤出机的螺杆要怎么挑选呢?
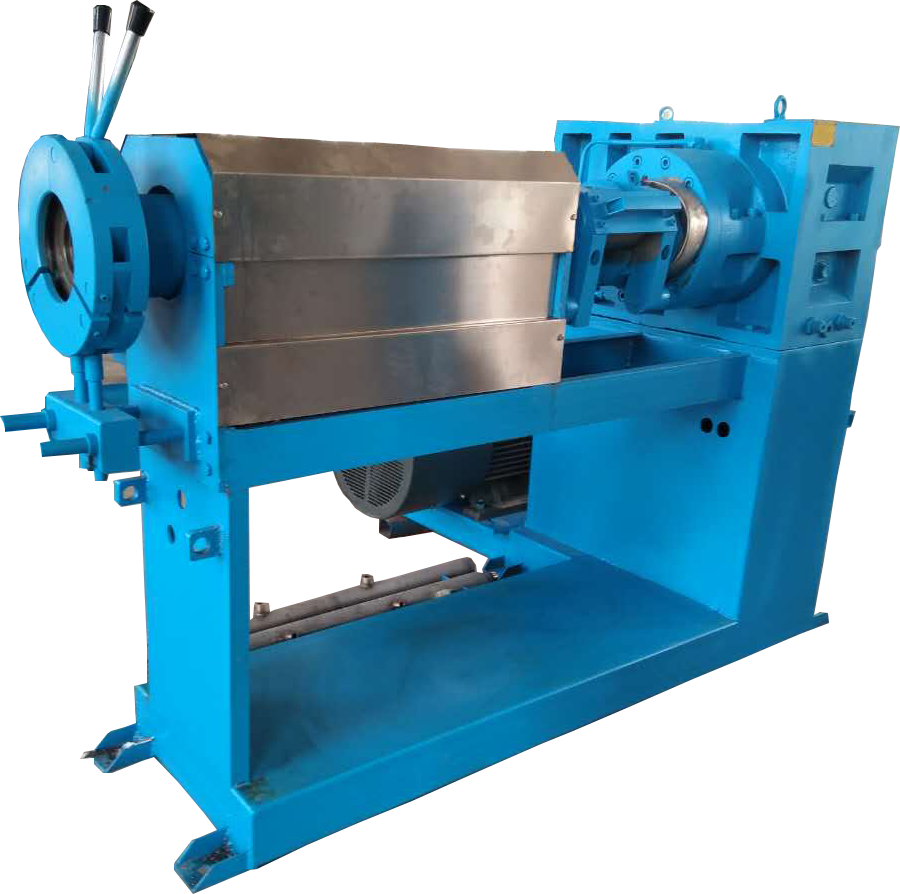
橡胶挤出机的机筒磨损主要表现在随着使用进程的的磨损,造成机筒内径直径加大,机筒因为内外表硬度不错于螺杆,机筒的损坏要比螺杆来得晚。下面,大家说说橡胶挤出机机筒修补方法和注意事项。
1、通堂情况下机筒均化段磨捐较其它位罟快,可将均化段镗孔修整,再配一个渗氧合金钢衬套,内孔直径参照螺杆直径,留在正常配合间障,讲行加工制作。
2、经过机加工,朔料挤出机机筒内径经修整从头浇铸合金,度度控制在1~2mm间,然后进行精加工至需要的新尺度。
3、注意橡胶挤出机,螺杆和机筒制作用资料。
4、机筒因磨损增加直径,假如还有相应的渗氮层,可把机筒内孔直接进行镗孔研磨,得新的直径尺度,然后按照新的直径制作新的螺杆。
橡胶挤出机的温度是通过什么来控制的呢?答案是水。一般厂家会使用水控温模温机来来提升水的温度,然后再使用压力把导体通过设备循环水路达到温度的调控。在使用橡胶挤出机的时候,将其的温度调控分为几段,各个模温机控制一个控温段,当温度恒定后再将水的温度传递到机筒螺杆上,这样设备就可以实现温度的升高。
由于在生产过程中,机筒螺杆是连续不断的相互工作,因此设备在机筒螺杆的运转下温度也会升高。但是过高的温度反而会不利于橡胶制品的加工,因此就需要将温度控制在正确的范围,避免持续的高温影响加工,因此当设备的温度过高,则需要进行冷却,冷却的时候也需要通过冷却水来降温,这就需要使用到冷水机。
橡胶挤出机的操作方法:
先要检查线路,电器是否运行正常。再者就是要检查设备的温控系统,水道是否漏水,可否正常升温行等情况。
橡胶挤出机的操作方法:
操作人员需要熟悉自己所操作的挤出机的结构特点,要正确掌握螺杆的结构特性,加热和冷却的控制仪表特性、机头特性及装配情况等,以便正确地掌握挤出工艺条件,正确地操作机器。
挤出不同塑料制品的操作方法是各不相同的,但也有其相同之处。下面简要介绍挤出各种制品时相同的操作步骤和操作时应注意的事项。